佛山專業全工業焊接機器人生產廠家
發布時間:2023-03-08 00:32:26
佛山專業全工業焊接機器人生產廠家
機器設備將是鋼材做為首要的自動焊機目標,沿焊縫長短方位,其橫向收縮是均勻分布的。殊不知,當直流焊機在真實中對接接頭,尤其是長焊縫的對接接頭,狀況并不是這樣。由于具體的自動焊接頭構造經常會發生繁雜的橫向收縮,使接口的橫向收縮不勻稱。危害連接頭橫向收縮的要素可能是板厚,一般零件越厚,橫向收縮逐漸得越快,橫向收縮量越小;材料,因為不一樣材質的熱特點不一樣,其橫向收縮也不一樣,比如與鋼對比,鋁合金型材的導熱率和線膨脹系數很大,因而,其收縮量也很大。

佛山專業全工業焊接機器人生產廠家
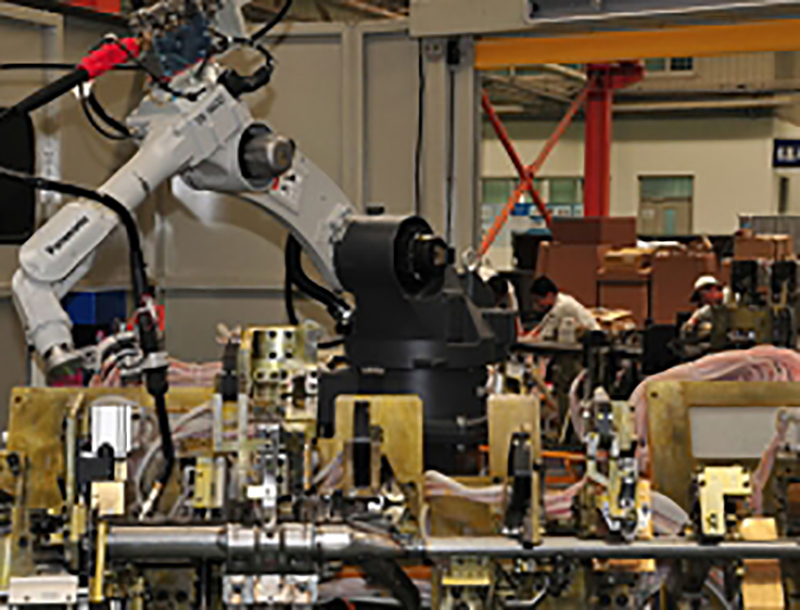
控制系統是機器人的關鍵,是依據控制代碼及其感應器所收集的信息來操縱焊接機器人進行調整的行為或命令。的控制系統關鍵科學研究開放式、模塊化設計控制系統。與此同時,開放式機器人控制板也是當今控制系統的核心和發展趨向。在工業生產生產制造,尤其是機械制造業中,電焊焊接是較常用的技術性,焊接機器人的發生,讓工作員避開火花四濺的嚴酷辦公環境,與此同時也保證了生產加工的品質。機器人是新科技產品,它由控制系統來管控。目前運用極其普遍的就是伺服電機控制系統。

佛山專業全工業焊接機器人生產廠家
1、挑選有效的焊接順序,以減少焊接形變、焊槍走動途徑長短來制訂焊接順序。2、焊槍室內空間銜接需要運動運動軌跡較短、光滑、安全性。3、提升主要參數,為了更好地達到佳的焊接主要參數,制做工作中試樣開展焊接實驗和技術鑒定。4、選用科學合理的變位機位置、焊槍姿勢、焊槍相對性連接頭的位置。產品工件在變位機上固定不動以后,若焊縫并不是夢想的位置與視角,就需求編寫程序時不斷地調節變位機,促使焊接的焊縫依照焊接順序多次到達水準位置。這就規定程序編寫者善于總結積累經驗。

佛山專業全工業焊接機器人生產廠家
現階段大部分都選用步態分析程序編寫,規定產品工件的裝配品質和精度務必有不錯的一致性。運用焊接機器人應嚴控零件的制取品質,提升焊接件裝配精度。零件表層質量、坡口尺寸和裝配精度將危害焊縫追蹤實際效果。能夠從下面幾層面來提升零件制取品質和焊接件裝配精度。(1)的焊接方法,對零件尺寸、焊縫坡口、裝配尺寸開展嚴苛的技術要求。一般零件和坡口尺寸尺寸公差操控在±0.8mm,裝配尺寸偏差操縱在±1.5mm之內,焊縫發生出氣孔和錯口等鑄造缺陷概率可大幅度減少。
佛山專業全工業焊接機器人生產廠家
1、液壓機傳動機械手說白了是以液壓系統為動力來實行的組織運作的機械手裝置。其優點是:抓重愿意做到百公斤之上、傳動穩定、結構緊湊,并且姿勢靈巧。可是對密封性裝置的規定頗為嚴苛。2、氣動傳動機械手是以壓縮氣體的方法來推動執行器的機械手。其主要特點是:物質是源即是便,并且輸出力小,氣動式手疾眼快,構造相對而言簡易,并且費用較低。可是其缺陷在,因為氣體具備可壓縮性的特性,因此工作中效率的可靠性能較弱,沖擊性大,而且因為氣動閥門工作壓力非常低,爬取凈重一般在30公斤上下。