煙臺松下機器人焊接自動化生產廠家
發布時間:2022-09-03 00:33:53
煙臺松下機器人焊接自動化生產廠家
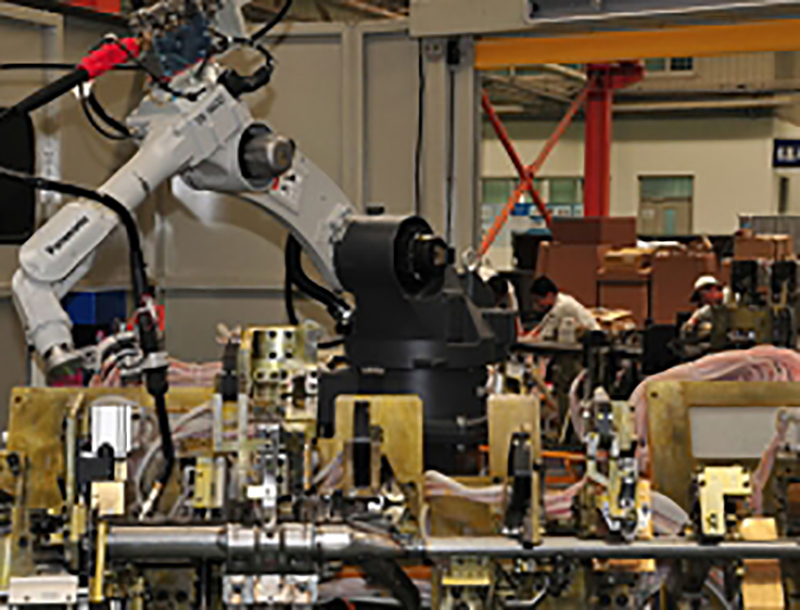
一般的焊接設備徹底是靠人力實際操作長期性的經歷累積來操控,因而促使螺帽的焊點不一樣,并且焊接設備的輸入輸出和開關電源可靠性在沒有滿意的情形下,就很容易產生脫焊、假焊等狀況。為了更好地避免相近不良現象的產生,一方面規定焊點是比較穩定的,另一方面規定開關電源和運輸也是比較穩定的。我們在應用一般焊接設備焊接螺母的情況下,常常會發生脫焊、假焊等不良現象,為了更好地擺脫這一難點,這個時候應用自動化技術層度更多的焊接機器人,結果的確取得了顯著的改進,證實焊接機器人的自動焊接工作能力或是更勝一籌。

煙臺松下機器人焊接自動化生產廠家
1、發生焊偏難題:很有可能為焊接的位置有誤或焊槍找尋時發生難題。這時候,要考慮到TCP(焊槍定位點位置)是不是精確,并多方面調整。假如經常發生這個狀況就需要檢查一下智能機器人各軸的零位置,再次校零給予調整。2、發生錯口難題:很有可能為焊接主要參數選取不合理、焊槍視角或焊槍位置不對,可適度調整。3、發生出氣孔難題:很有可能為混合氣體維護差、產品工件的油漆太厚或是保護氣不足干躁,開展對應的調整就可以解決。4、濺出太多難題:很有可能為焊接主要參數選取不合理。
煙臺松下機器人焊接自動化生產廠家
現階段大部分都選用步態分析程序編寫,規定產品工件的裝配品質和精度務必有不錯的一致性。運用焊接機器人應嚴控零件的制取品質,提升焊接件裝配精度。零件表層質量、坡口尺寸和裝配精度將危害焊縫追蹤實際效果。能夠從下面幾層面來提升零件制取品質和焊接件裝配精度。(1)的焊接方法,對零件尺寸、焊縫坡口、裝配尺寸開展嚴苛的技術要求。一般零件和坡口尺寸尺寸公差操控在±0.8mm,裝配尺寸偏差操縱在±1.5mm之內,焊縫發生出氣孔和錯口等鑄造缺陷概率可大幅度減少。

煙臺松下機器人焊接自動化生產廠家
1、挑選有效的次序為降低焊接形變,應依據焊槍行駛途徑的長短制訂焊接次序。2、焊槍室內空間變換規定健身運動途徑短而穩定。3、提升焊接主要參數。為得到焊接主要參數,制做工作中試品開展焊接實驗和技術鑒定。4、應用有效的定位位置,焊槍的位置和焊槍連接頭的相對性位置。產品工件穩固在變位機之后,假如焊縫位置和視角沒有實現夢想的位置,程序編寫全過程時要不斷地調節變位機,使焊縫依據焊縫狀況一一抵達水準位置。與此同時,必須不斷地調節智能機器人各軸的位置,有效明確焊槍相對性于連接頭的位置和視角及其焊條的延展長短。